Без чего невозможен монтаж: инструменты и оборудование для фальцевой кровли

Обустройство фальцевой кровли имеет свои характерные особенности. Технология соединения металлических листов требует определённых знаний и навыков, а укрывной материал — значительного, но очень осторожного воздействия. У каждого мастера, занимающегося фальцем профессионально, имеется собственный инструментарий, без которого выполнить монтажные работы первоклассно и быстро затруднительно, а порой просто невозможно. Сегодня поговорим о необходимых инструментах и механизмах для этой работы, общее представление о которых должен иметь каждый застройщик хотя бы для того, чтобы определить уровень квалификации нанятых работников.
Содержание
Инструменты и оборудование для фальцевой кровли
У хорошего специалиста в запасе имеется более сорока разнообразных инструментов, которые используются при монтаже фальцевой кровли. Стандартный набор кровельщика включает в себя:
- клиновидную киянку, дрель или шуруповёрт;
- молоток кровельный и фальцевый;
- ножницы по металлу;
- кровельные оправки и клещи для вскрытия фальца;
- набор плоскогубцев и всевозможные измерительные приспособления.

При монтаже фальцевой кровли кроме опыта и мастерства потребуется набор простых и удобных в использовании инструментов, от которых зависит скорость и качество проведения работ

Видео: молоток и оправка
Однако стандартные инструменты всё же второстепенны, хотя и необходимы. Их роль в создании фальцевой кровли не столь велика, как у тех, что используются для штамповки панелей и формирования загибочных узлов — фальцевого станка и фальцезакаточной машинки. Поэтому остановимся подробнее именно на этом оборудовании.
Видео: инструмент для формирования конвертов «Цапля» при устройстве примыканий
Станки для создания фальцевой кровли
Фальцепрокатный (загибочный, фальцевый) станок — основное техническое оснащение при обустройстве фальцевой кровли. Он вальцует металлический рулонный или листовой материал, преобразуя его в панели с загнутыми специальным образом краями — картины.
Современные фальцевые станки имеют небольшие габариты и вес, т. е. являются мобильными, поэтому их можно установить на крыше, чтобы ускорить монтажные работы и уберечь готовые панели от деформации при подъёме.

Фальцепрокатный станок для изготовления кровельных панелей можно установить прямо на крыше, чтобы упростить и ускорить проведение работ
Работа с фальцевым станком требует определённой квалификации, да и стоит он довольно дорого, поэтому такое оборудование встречается лишь у профессионалов. Наличие у нанятых вами кровельщиков собственного станка, скорее всего, говорит о том, что они специализируются именно на изготовлении фальцевых кровель и имеют достаточный опыт подобных работ.

Качественную и красивую фальцевую кровлю можно создать лишь при наличии большого опыта и специального оборудования, которое есть только у профессионалов
Хороший кровельный станок стоит от 1 до 4 млн руб. в зависимости от модели, производительности и дополнительных функций — наличия контроля по ширине полосы, разматывателя, счётчика длины, возможности изготовление двойного фальца и т. д. Поэтому часто на период проведения работ это оборудование берут в аренду. Наиболее надёжными и качественными считаются фальцепрокатные станки немецкой компании Schlebach (Германия).

Основной задачей фальцепрокатного станка является формирование замочного соединения и закрытие продольного фальцевого шва способом формовки
Изготовление фальцевых панелей
Рассмотрим изготовление картин на примере современного средней ценовой категории прокатного фальцевого станка Schlebach Mini-Prof-Plus с типовой комплектацией:
- разматыватель металлического сырья с максимальной загрузкой 300 кг;
- ножницы дисковые с подгонкой заготовок для долевой подрезки перед профилировкой;
- счётчик (контроллер длины) электромеханический для прокатки картин с точностью до сантиметра;
- нож роликовый с захватом для поперечной резки листового проката перед тиснением.
Mini-Prof-Plus — малогабаритное оборудование весом 315 кг, поэтому оно хорошо подходит для работы на крыше. К тому же оснащение телескопическими ножницами позволяет изготавливать панели даже при установке его на наклонной плоскости. Качество проката гарантируют 7 пар роликов из специальной стали, которые дают возможность работать с металлом, имеющим защитное полимерное покрытие, и при этом не оставляют на нём царапин и вмятин.

Фальцегибочный станок Mini-Prof-Plus имеет контроллер длины, который даёт возможность прокатывать кровельные панели с точностью до сантиметра, и ручной отрез непосредственно перед профилированием
Принцип работы Mini-Prof-Plus:
- С лентоукладчика (разматывателя) на ленту гибочного станка подаётся листовой или рулонный металлопрокат.
- Проходя через листогиб, металлические заготовки трансформируются в кровельные панели с двойным стоячим фальцем (продольное соединение) запланированной длины, контролируемой счётчиком.

На выходе из станка рулонное или листовое железо превращается в готовые изделия с двойным фальцем

Видео: изготовление кровельных картин
Для изготовления самозащёлкивающихся фальцевых панелей используют станок СФП3 — недорогое, бесшумное и хорошо зарекомендовавшее себя оборудование, на котором могут работать одновременно две бригады в несколько смен.
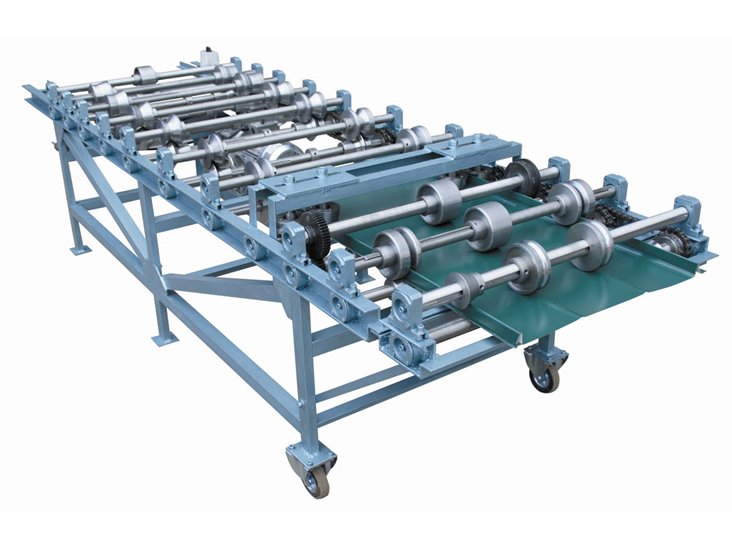
Станок СФП3 позволяет изготавливать панели с клик-фальцем и просечками по краю и обеспечивает загрузку сразу двух бригад
Обработанные на этом станке картины имеют готовые полосы с просечками для быстрого крепления полотен к каркасу и рёбра жёсткости, благодаря которым значительно повышается прочность кровельного покрытия. СФП3 и подобные ему модели удобно применять для обустройства скатных кровель с углом наклона больше 15°.

Кровельные панели клик-фальц имеют уникальный замок, применение которого не требует специального инструмента при монтаже, что упрощает и ускоряет кровельные работы без потери качества и красоты фальцевой конструкции
Видео: кровельный станок СФП3
Для изготовления кровельных картин при строительстве дома своими руками можно воспользоваться листогибом. Его можно купить по цене от 150 тыс. руб. за простую ручную модель до 5 млн руб. за полнофункциональный автомат с программным управлением.

Покупка ручного листогиба может стать вполне оправданной при необходимости мелкосерийного производства кровельных панелей
Листогиб можно сделать и своими руками. Это заметно облегчит и удешевит изготовление кровельных панелей при самостоятельном возведении крыши. Более подробно процесс сборки листогиба будет рассмотрен чуть ниже.
Видео: изготовление кровельных картин на самодельном листогибе
Основное преимущество использования автоматических прокатных станков заключается в том, что величину полотен можно варьировать по своему усмотрению. Это позволяет сделать рулонную фальцевую кровлю с длиной картин от карниза до конька и избежать таким образом поперечных швов, наиболее уязвимых для протечек. Рулонные кровли смотрятся благороднее и к тому же они более выгодны — меньше остаётся обрезков при вальцовке металла, меньше потребуется крепёжных элементов и изоляционного материала, а также намного быстрее проводятся монтажные работы.

Автоматические фальцевые станки позволяют изготавливать кровельные панели во всю длину ската, они делают крышу более ровной и красивой, а также избавляют её от поперечных швов, наиболее уязвимых к протечкам
Изготовление листогиба самостоятельно
При изготовлении самодельного листогиба в первую очередь нужно определить технические требования, которые задаются параметрами выпускаемых изделий и технологией изготовления самого станка:
- максимальная ширина вальцуемого металлопроката не должна превышать 1 м, толщина стальной оцинковки — 0,6 мм, медного листа — 1 мм и алюминиевого листа — 0,7 мм;
- число планируемых бесперебойных циклов — более 1 200;
- угол сгибания — не менее 120° без доводки вручную;
- использование нестандартных заготовок для изготовления картин в параметры не закладывать;
- максимально ограничить применение сварки, от которой может повести некоторые узлы станка, а токарную и фрезерную обработку проводить по возможности отдельно.
Самодельный станок должен соответствовать определённым техническим условиям — работа на нём не должна быть тяжёлой и изнурительной.
Моделировать листогиб нужно так, чтобы опорная нагрузка при нажиме приходилась на крепкие мышцы спины, икр, бёдер и бицепсы.
Рассмотрим самый элементарный вариант станка для использования в быту, который позволяет гнуть пластины под необходимым углом с использованием физической силы одного человека. Чтобы сгиб картин получился ровным и качественным, нужно сильнее нажимать на траверсу, подавая её слегка вперёд. На этом правиле основана работа почти всех самодельных гибочных приспособлений.
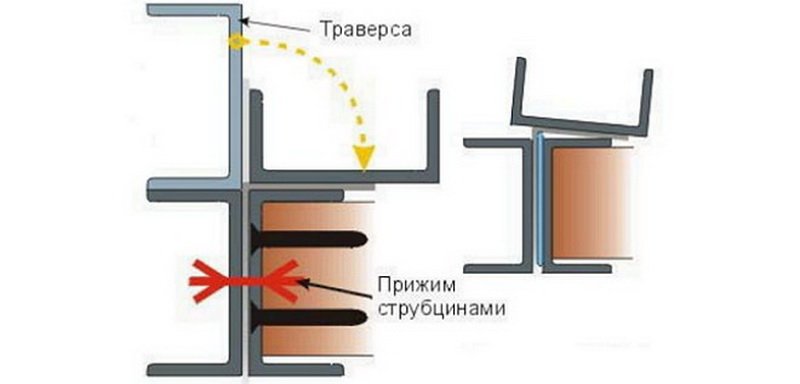
Принцип работы самодельного гибочного устройства заключается в использовании мышечной силы человека при нажатии на траверсу, которая загибает лист под нужным углом
В сети можно найти много методик для сборки листогибов своими руками, но приведённая ниже схема считается самой удачной и простой. Такая конструкция с максимальным углом наклона 135° покажет хороший результат на любом исходном материале.
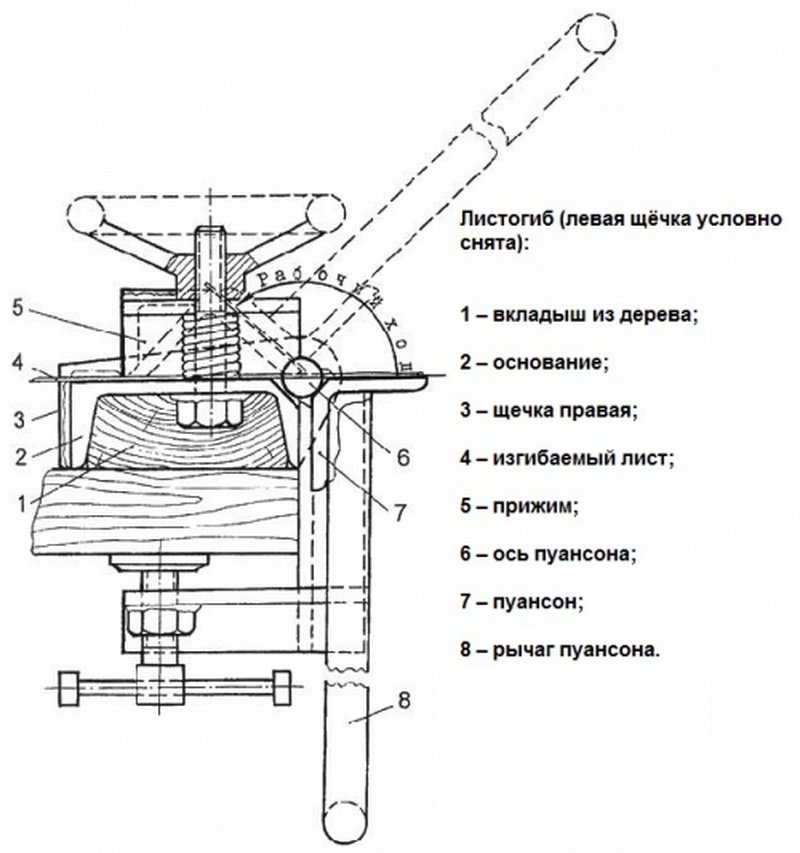
Простой и эффективный самодельный листогиб с углом наклона 135° из углового проката позволит качественно изгибать заготовки даже неквалифицированному мастеру
Чтобы изготовить гибочное приспособление, потребуются следующие материалы:
- брус из дерева для подушки;
- уголок (профиль L-образного сечения) 60–80 мм для сварки прижимной балки;
- лист металлопроката толщиной порядка 6–8 мм для щёчек;
- штырь ? 10 мм в качестве оси траверсы и пруток такого же диаметра для рычага;
- уголок 80–100 мм для формовки траверсы или швеллер подобного размера;
- швеллер П-образной формы шириной 100–120 мм для основания листогиба.
По мнению специалистов, для траверсы лучше использовать швеллер. Тогда сгиб будет равномерным, да и количество рабочих циклов значительно увеличится. Для сравнения: уголок выдерживает около 200 гибок, а швеллер — 1200 и больше.
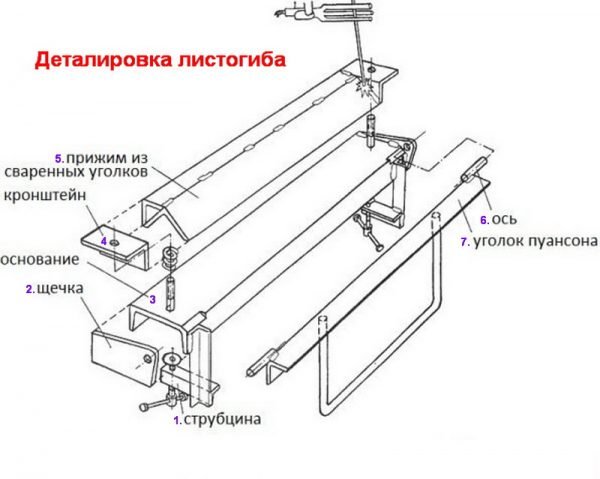
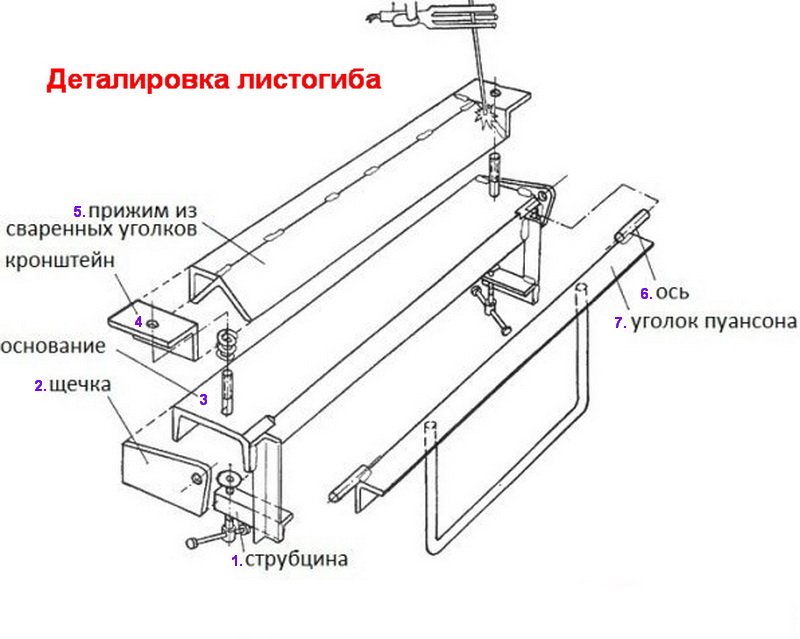
Деталировка изготовленного самостоятельно листогиба содержит следующие позиции:
- Струбцина, используемая для плотной фиксации элементов станка — уголок размером до 60 мм и винт М8 или М10 с пяткой и воротком.
- Щёчка.
- Основание конструкции.
- Кронштейн прижима, изготовленный из уголка 110 мм.
- Балка для прижатия и удерживания заготовок по всей длине.
- Ось траверсы.
- Траверса, оказывающая давление на заготовку.
Использование ручного гибочного механизма гарантирует отсутствие деформаций у отгибаемой части листа, чего невозможно достичь при помощи традиционной киянки и оправки
Некоторые нюансы, которые следует учесть при изготовлении:
- Плоскость внизу прижима, формирующую сгиб, после сварки узла нужно отфрезеровать. Именно отфрезеровать, а не выравнивать надфилем или болгаркой. Допускается неровность поверхности в половину минимальной толщины используемой заготовки, иначе после ста, максимум двухсот циклов будут получаться вздутые сгибы.
- Крепление к столу. Листогиб фиксируется к столу за счёт струбцин, которые привариваются к станку. Но хрупкость сварного шва создаёт опасность его разрыва при ходе траверсы, что не позволит продолжать работу, хотя все остальные элементы и узлы будут в полном порядке. От крепления через струбцины можно отказаться. В результате окажутся ненужными щёчки и сварка. Сделать это можно следующим образом — удлинить опору за грани стола одинаково в обе стороны и через U-образные отверстия (проушины) на её концах закрепить к столу штифтами М10 с фасонными гайками.
- Крепление траверсы. Если избавиться от струбцин и щёчек, то конструкция получится разборная. Это намного удобнее, поскольку траверсу периодически нужно менять, да и надёжность крепления штырями оставляет желать лучшего. В модифицированной конструкции траверсу можно зафиксировать петлями-бабочками (фурнитура для металлических дверей), которые крепятся винтами с потайной головкой и не требуют врезки. Если вдобавок использовать под них железный сурик, то получится надёжный и долговечный механизм с углом открывания до 160°.
- Сборка. В конструкции использованы гайки-маховики. Но чтобы уложить лист для обработки, прижим необходимо приподнять на 2–3 мм, а чтобы вынуть готовую картину с отформированным фальцем — на 30 мм. С шагом резьбы М10 это будет долго и утомительно. Куда эффективнее поменять маховики на гайки-барашки.

Профессионалы советуют гайки-маховики, которые чаще всего используются в самодельных гибочных устройствах, заменить на гайки-барашки, что существенно облегчит ручной подъём прижимной балки

Сборка самодельного листогиба
Процесс сборки самодельного гибочного пресса производится в несколько этапов:
- Делают основу из П-образного гнутого проката — швеллера.
- Сваривают прижим из сортового проката L-образного сечения (уголков), делая его меньше основы на 50–70 мм и при необходимости усилив добавочным профилем.
- Приваривают держатели к торцам прижимной балки, в центре каждого из них просверливают отверстие ?8 мм.
- В местах соприкосновения прижима с вальцуемым металлом фрезеруют полки уголков по краям, делая их параллельно основанию.
- Мастерят траверсу короче прижимной балки на 10 мм и приваривают к ней заготовленный заранее рычаг-рукоятку. Желательно для траверсы использовать швеллер.

Прижим делают короче основания на 50–70 мм, а траверсу короче прижима примерно на 10 мм и приваривают к ней рычаги-ручки из прутка арматурной стали, выгнутые в виде скобы
- Из стального проката делают щёчки и просверливают в них отверстие ?10 мм.
- Снимают фаску с торцевых сторон траверсы и основания. Это необходимо для вставки штырей.
- Приваривают оси из штырей ?10 мм. При этом направление продольных линий прутка должно совпадать с рёбрами уголков.
- Делают черновую сборку — закрепляют траверсу и опорную основу слесарными тисками с таким расчётом, чтобы полки уголков и швеллера находились на одном уровне. На оси надевают щёчки и слегка прихватывают их электросваркой.
- Проводят тестовую гибку — укладывают заготовку и фиксируют её сверху прижимной балкой, придавливая струбцинами к основанию. Обследуют положение щёчек и, если неполадки не выявлены, то приваривают их к основанию капитально.

Перед окончательной сборкой проводят пробную гибку — на рабочую поверхность укладывают лист мягкого металла толщиной около 1 мм и придавливают сверху прижимом, временно прикреплённым струбцинами к основе
- Высверливают отверстия ?8 мм в основании листогиба и делают в них резьбу под М10. Завинчивают болты, прихватывая сваркой головки.
- Притягивают прижим к основе листогиба гайками М10.


Особой сложности эти работы не представляют, особенно для тех, кто хоть немного сведущ в столярном и слесарном деле. Новичкам же придётся потратить немного времени, чтобы разобраться в тонкостях. Но зато, осилив технику изготовления и используя при этом недорогие материалы, можно получить хорошее оборудование, которое пригодится не только при обустройстве фальцевой кровли, но и станет помощником в приусадебном хозяйстве.
Видео: самый простой листогиб
Правила эксплуатации листогибочного станка
Листогиб является травмоопасным механизмом, а сделанный самостоятельно — тем более. Поэтому при эксплуатации станка первоочередное правило — соблюдение условий охраны труда, прописанных в ГОСТ 12.0.002–80:
- При закупке фабричного оборудования нужно детально ознакомиться с инструкцией по эксплуатации и выполнить все предписания по соблюдению безопасности.
- Осмотреть спецодежду и обувь — перед включением гибочного станка нужно застегнуть молнии и пуговицы, а также заправить все свисающие элементы.

Перед включением листогиба рабочая одежда и обувь должны быть застёгнуты и зашнурованы, а все свисающие элементы заправлены
- Тщательно проверить состояние рабочих узлов и креплений. При обнаружении дефектов ликвидировать неполадки.
- Организовать рабочее место (не менее 1 м) вокруг пресса и обеспечить к нему свободный проход. Проверить достаточность освещения для работы.
- Не использовать в работе заготовки, превышающие по толщине допустимые нормы, а также ни в коем случае не оставлять без присмотра включённый станок.

Эксплуатация автоматизированного гибочного станка предусматривает соблюдение правил безопасности, одно из которых — не оставлять включённый станок без присмотра


Фальцезакаточные машинки
Вторым по значимости видом оборудования, необходимым для создания фальцевой кровли, являются фальцезакаточные машинки. Они подразделяются на несколько категорий.
Ручные приспособления
Ручные фальцезакаточные машинки нередко называют рамками или хапами. Они формируют двойной стоячий фальц в два действия. Работа, конечно же, трудоёмкая, но у ручного механизма есть одно неоспоримое превосходство — его можно использовать на кровлях большой покатости и в труднодоступных местах, где автоматизированное устройство не пройдёт. Поэтому у серьёзной бригады кровельщиков помимо современной оснастки обязательно имеется в наличии фальцезакаточный ручник.

Ручной фальцеказаточный механизм позволяет получить качественный шов в труднодоступных местах крыши, где использование электрических устройств невозможно
Видео: ручной инструмент для закрытия двойного стоячего фальца
Фальцезакаточные полуавтоматы
Полуавтоматические фальцезакаточные машинки устанавливают в начале будущего шва и тянут с помощью троса, оставляя за собой двойное фальцевое соединение. Использование полуавтоматов обеспечивает высокую скорость монтажа по сравнению с ручным методом, а также бережное отношение к защитному полимерному слою металла. Полуавтоматические фальцезакатки эффективнее всего применять при укладке длинных картин.

Полуавтоматические закаточные устройства эффективнее всего применять при создании двойного фальцевого шва на длинных панелях
Видео: работа полуавтоматического фальцезакаточного устройства
Автоматические фальцезакаточные устройства
Электрические конструкции для закатывания фальцевого шва основаны на современных технологиях, которые сводят к минимуму человеческий фактор при создании фальцевых швов и повышают многократно производительность труда. Механизм использования очень простой — приспособление устанавливают в должном месте и включают. Машинка, двигаясь в заданном направлении, сама соединяет заготовки двойным фальцем. Результат их применения — прочная и идеально ровная фальцевая кровля в рекордно сжатые сроки.

Электрические фальцезакаточные машинки практически без участия человека соединяют кровельные панели двойным стоячим фальцем, создавая качественный шов за один проход
Видео: фальцезакаточная машинка Wuko
К сожалению, на отечественном рынке выбор автоматических фальцезакаточных электромашинок ограничен. Продукция знаменитой немецкой компании Schlebach представлена всего лишь тремя моделями:
- Flitzer.
- Piccolo.
- FK1.
Первая стоит 337 тыс. руб., а остальные — около полумиллиона. Ненамного дешевле фальцезакаточные механизмы австрийской марки Wuko — единственную серию Wuko 1006 можно приобрести за 210 тыс. руб. Естественно, что такое совершенное техническое оснащение можно встретить лишь у настоящих профессионалов.
Надёжность, долголетие, качество и неоспоримая привлекательность фальцевой кровли — союз передовых технологий и мастерства укладки, в основе которого лежат знания, опыт, инструменты и оборудование, необходимые для выполнения подобных работ. Оттого вполне оправдана их высокая стоимость, которая с лихвой окупается при дальнейшей эксплуатации фальцевой кровли отсутствием необходимости в особом уходе и ремонте.


